Skip to content
Nuestros Sitios Web
AAGCNC.com
WARDJet.com
CNCShop.com
Noticias y Eventos
Carreras
Español
English
Français
Polski
Acerca de Nosotros
Nuestra Historia
Nuestros Valores
Comunidad
Industrias
Señalización
Acabado de impresión
Revestimientos de aluminio y compuestos
Plásticos
Metales
Madera
Espuma de caucho
Investigación y creación de prototipos
Embalaje
Productos
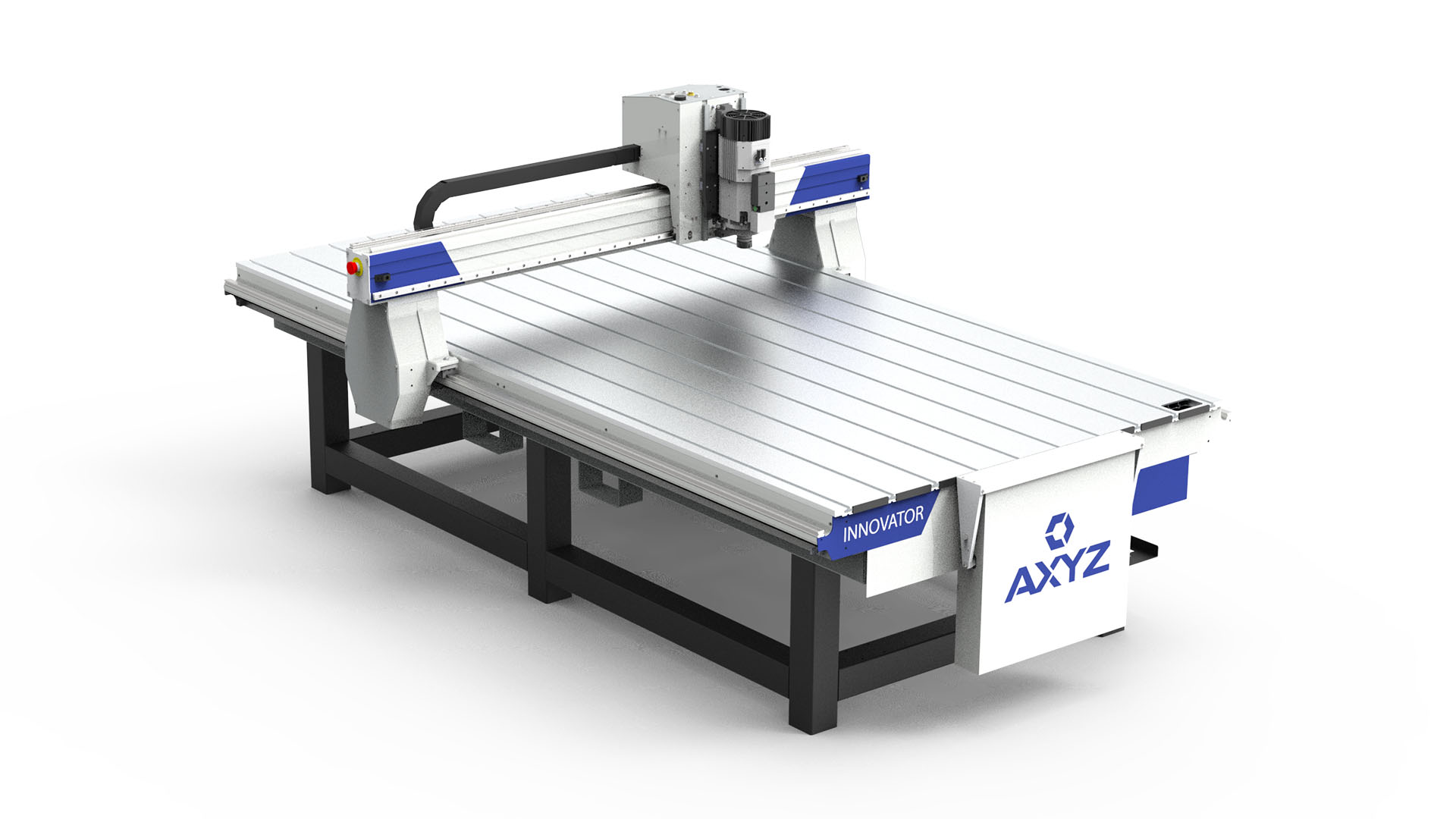
INNOVATOR
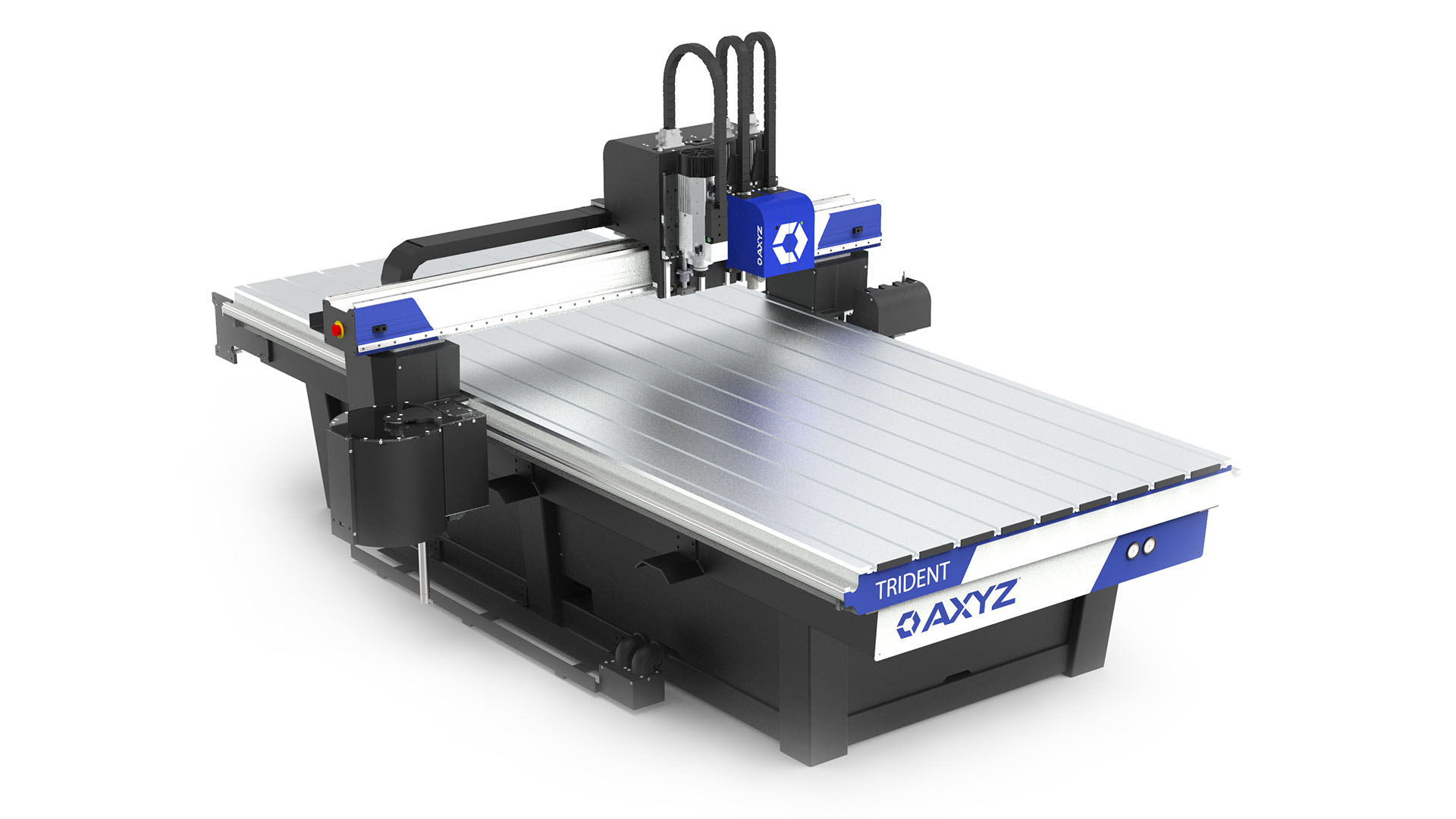
TRIDENT
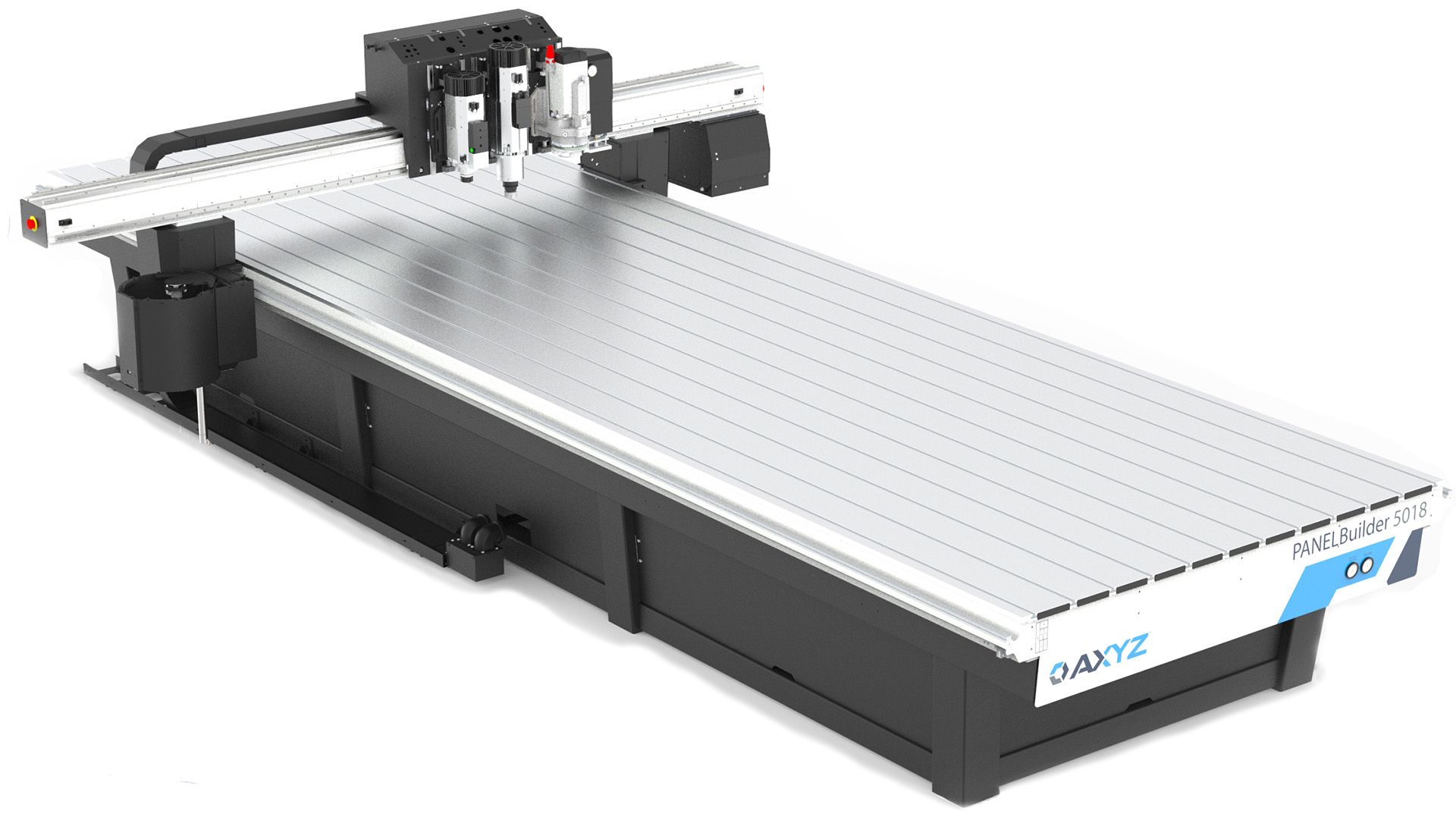
PANELBuilder
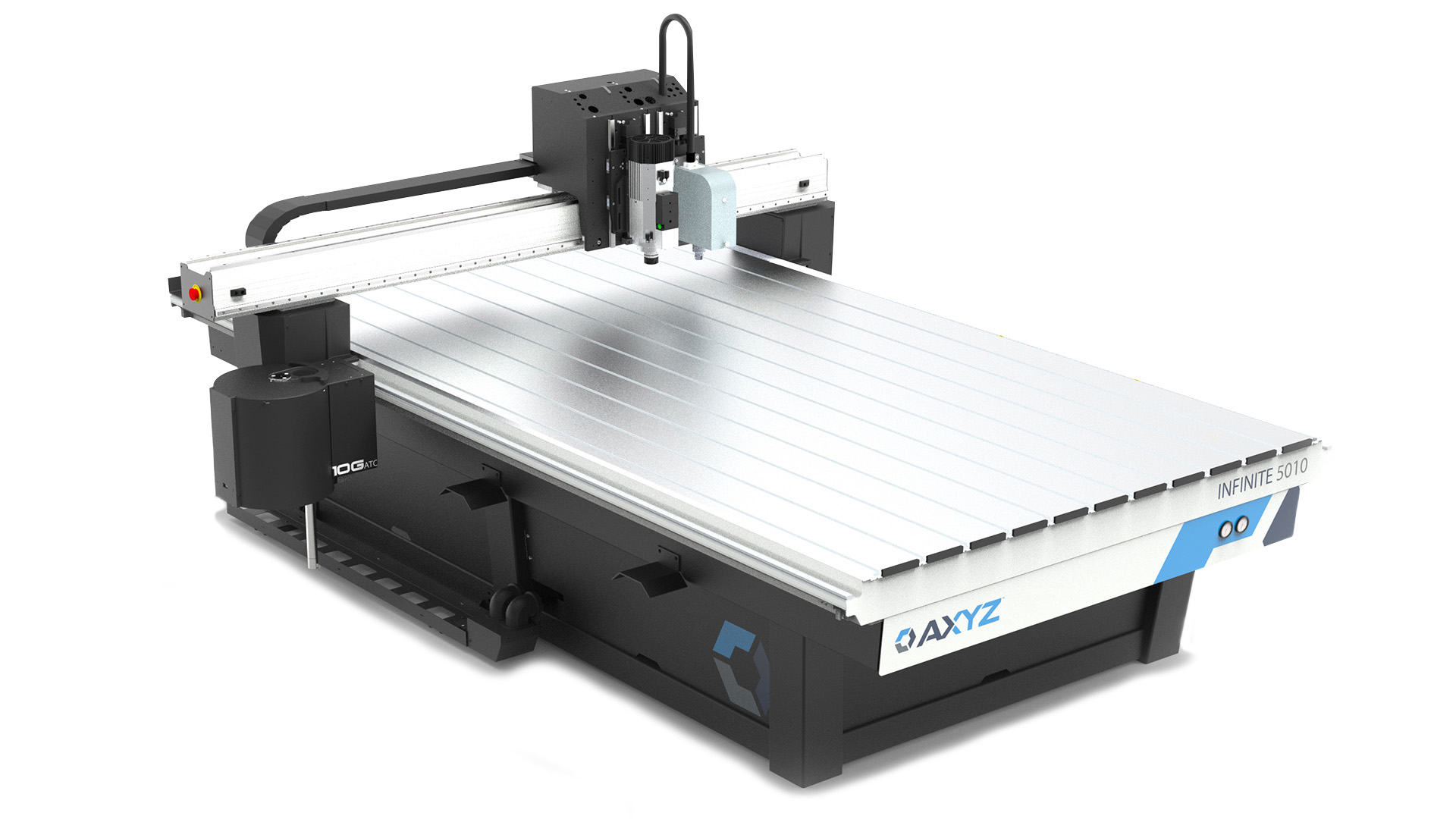
INFINITE
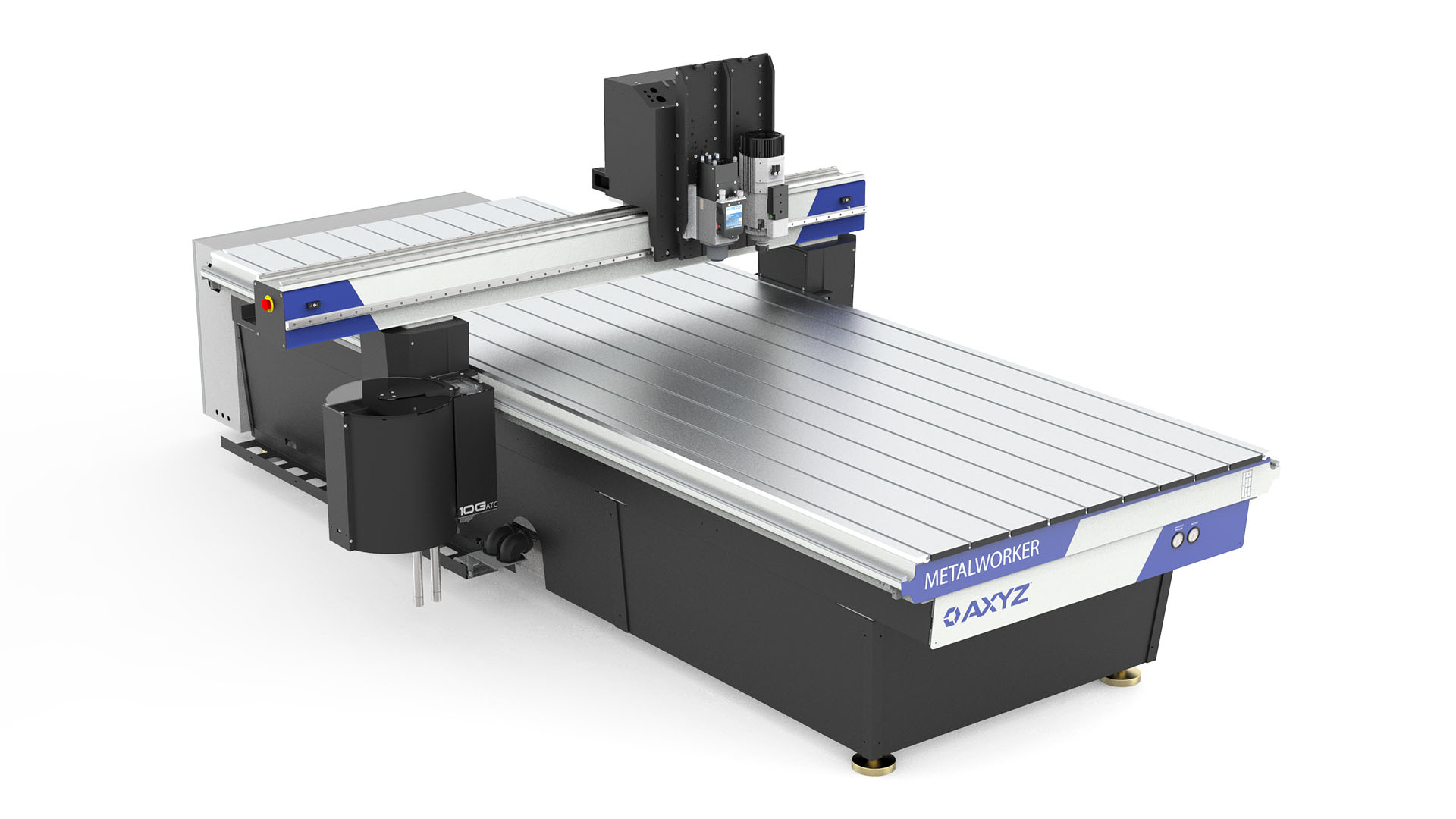
METALWORKER
Enrutadores personalizados
Opciones
Accesorios para fresadoras CNC
Movimiento
Configurabilidad
Software
Mover
A2MC Empresa
PANELBuilder CADCAM
CAD-CAM
Aprender
Noticias y Eventos
Blogs
Seminario web
Soporte
Vídeos de Enrutadores CNC
Servicio y soporte remoto
Soporte Web
Entrenamiento
Planes de Servicio
Documentación técnica
Cotización
Compre Partes